Het grote verschil tussen spiebaanfrezen, universeelfrezen en vingerfrezen zit vooral in het aantal snijkanten van de frezen. De spiebaanfrees staat bekend als een zgn. 2-snijder (2 snijkanten). De universeelfrees wordt ook wel een 3-snijder (3 snijkanten) genoemd en de vingerfrees een 4-snijder (4 snijkanten).
Om het aantal snijkanten te bepalen bij de keuze van de frees dient men rekening te houden met o.a. de volgende aspecten:
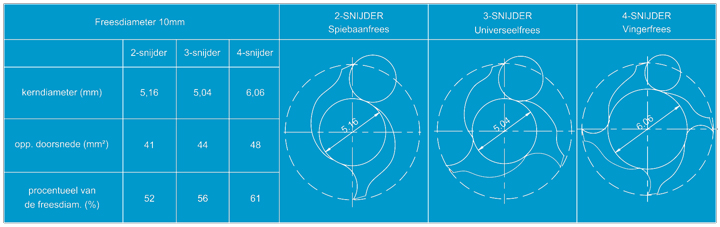
Over het algemeen worden spiebaanfrezen gebruikt voor het frezen van (gesloten) spiebanen en sleuven. Een universeelfrees is een combinatie van een spiebaanfrees en een vingerfrees. De productiviteit ten opzichte van spiebaanfrezen ligt hoger, door de extra snijkant. Vingerfrezen worden over het algemeen toegepast bij het frezen van profielen en spiebanen die beginnen aan de omtrek van het werkstuk. Naast spiebaanfrezen, universeelfrezen en vingerfrezen kent men ook nog de ruwfrezen. Een ruwfrees is hoofdzakelijk bedoeld voor het voorbewerken van materiaal en maakt het verspanen met een groot spaanvolume mogelijk. De ruwfrezen met een ronde top zijn vaak voor algemeen gebruik, waar de ruwfrezen met een vlakke top bedoeld zijn voor een betere oppervlakte gesteldheid.
SPIEBAANFREZEN (TWEESNIJDERS)
- Grootste spaankamer voor een goede spaanafvoer.
- Geschikt voor opgesloten bewerkingen.
- Relatief lage voeding waardoor kleiner spaanvolume.
- Geeft een minder glad oppervlak.
- Bij slijtage kans op maatafwijking door uitbuigen.
UNIVERSEELFREZEN (DRIESNIJDERS)
- Spaankamer bijna net zo groot als een tweesnijder.
- Verhoogde stabiliteit t.o.v. de tweesnijder door minder uitbuiging.
- Productietoename van circa 50% t.o.v. de tweesnijder.
- Geschikt voor zowel sleuf- als contourbewerking.
- Geeft een gladder oppervlak.
VINGERFREZEN (MEERSNIJDERS MET 4, 6, 8 OF MEER SNIJKANTEN)
- Heeft maximale stabiliteit.
- Door hogere tafelvoeding ook hogere productiviteit.
- Geeft een zeer goed (glad) oppervlak.
- Bedoeld als contourfrees als ook voor ondiepe sleufbewerkingen.
RUWFREZEN
Ruwfrezen worden vaak ingezet wanneer er veel materiaal verspaand moet worden en een glad oppervlak minder belangrijk is of later bewerkt wordt. De stelregel is: hoe grover de tandvorm van een ruwfrees, hoe hoger het spaanvolume kan zijn. De standtijd is korter en het oppervlak ruw. Hoe fijner de tandvorm van een ruwfrees, hoe langer de standtijd kan zijn, met een relatief gladder oppervlak.
Naast verschillen in tandvorm zijn er ook verschillen in uitvoering, zoals een extra korte frees. Een korte frees is extra star en kan hoge tafelvoedingen aan. Daarnaast zijn er ook ruwfrezen leverbaar die speciaal voor aluminium en non ferro materialen ontwikkeld zijn.
ALGEMENE TIPS BIJ FREZEN
- Neem indien mogelijk een frees die qua geometrie is afgestemd op het materiaalsoort.
- Neem een frees met een zo kort mogelijke snijkant en een zo groot mogelijke freesdiameter.
- Verhoog het rendement (lees: standtijd / productiesnelheid) d.m.v. speciale coating.
- Voorkom i.v.m. de stabiliteit het onnodig gebruik van lange frezen en span het gereedschap zo kort mogelijk in.
- Zorg altijd voor een stabiele werkstuk opspanning.
- Probeer altijd meelopend te frezen, voor een maximale standtijd en het beste oppervlak.
- Breng de tafelvoeding terug wanneer het werkstuk oppervlak te ruw is.
- Voorkom slijtage door niet onder de minimaal toelaatbare aanzet per tand te werken.
- Verhoog de tafelvoeding tot het maximaal toelaatbare, wanneer oppervlakte ruwheid minder belangrijk is of zet anders een ruwfrees in.
- Voorkom breuk door niet de maximale aanzet per tand te overschrijden.
- Voorkom oppervlakteharding (bijv. bij bepaalde materialen als RVS), door zoveel mogelijk een voldoende en constante aanzet te houden.
- Denk aan het machine vermogen (dat altijd toereikend moet zijn).
- Bij onvoldoende vermogen, reduceer de snedediepte en voeding indien gewenst.
Bekijkt u eens ons online aanbod aan frezen. Wilt u graag meer informatie of advies over frezen, neemt u dan gerust contact op met Industore.